
Ohýbaná profilová trubka je nepostradatelným prvkem při stavbě altánů, přístřešků, skleníků, plotů, dokonce i garáží. Silnostěnný profil velkého průřezu se používá při konstrukci střech budov. Spolehlivost a atraktivní vzhled konstrukce ve výstavbě závisí na tom, jak dobře se profil ohýbá.
Vlastnosti
Na rozdíl od trubky s kulatým průřezem je ohýbání profilu se čtvercovým nebo obdélníkovým průřezem obtížnější. Vzhledem k přítomnosti ostrých rohů, ze kterých byla profilová trubka odlita, je v některých případech nutné profil částečně ohnout. Používají se následující přístupy.
- Vyvíjením tlaku na potrubí zevnitř. Může to být jakékoli sypké nebo kapalné médium. Pomůže trubce získat správný tvar při ohýbání, aniž by se zevnitř mačkala a „vrásnila“.
- Zahřátí profilu na teplotublízko tomu, při kterém ocel měkne.
Při ohýbání trubky je profil vystaven tlakové síle z vnitřní strany ohybu a tahové síle z vnější strany. Strany ztrácejí správnou polohu, která jim byla dána v továrně.
Pokud nebudou dodrženy poloměry ohybu, dojde k prasknutí profilu z vnější strany a/nebo k zasunutí z opačné strany. Vliv má také tloušťka stěn, rozměry průřezu. Poškozený výrobek nelze obnovit.
Co je potřeba?
Nejrychlejším způsobem je použití ohýbačky profilů nebo trubek. Ohýbání trubky za studena do 10 mm – čtvercového i kruhového, je podobné ohýbání výztuže. Stačí dodržet pravidlo – alespoň 15 vnějších poloměrů kulaté trubky nebo alespoň 15 hodnot větší šířky pravoúhlé trubky. Ohýbání čtvercového profilu bude vyžadovat Pokud není přístup k průmyslové ohýbačce trubek, ve které je ohýbání podél poloměru nastaveno velmi přesně, pomůže bruska a svařovací stroj. Ale “zlomené” ohýbání je extrémní opatření.
Ohýbání za studena je také možné pomocí jednoduchého přípravku vyrobeného z jiné trubky (nebo armatury) a speciální svorky s velkou uchopovací plochou, která umožňuje postupné ohýbání kruhové nebo čtvercové trubky. Tato metoda se používá, když není vyžadován dokonalý, rovnoměrný záhyb.
Domácí ohýbačka profilových trubek – v nejjednodušším případě deska s otvory, do kterých se vkládají čepy. Jsou umístěny tak, že ohýbatelná trubka mezi nimi prochází, ale jsou z obou stran předem vyložena do oblouku. Další možností je páka s oválnou šablonou, která působí jako jakýsi vzor, skládající se z planparalelních rovin. Používá se také speciální válečkové kolo, válcované podél zóny budoucího ohybu: hloubka vychýlení je regulována působící silou. Všechny způsoby domácího ohýbání vyžadují určitou zručnost a zkušenosti.
prostředky
Ohnout profil 40 × 20 nebo 20 × 20 doma nebude těžké. K tomu jsou vhodné všechny níže uvedené metody. Úzké vlnité trubky (méně než 20*20), zejména tenkostěnné, se ohýbají pomocí primitivního uchopení nebo dokonce na jakémkoli zakřiveném a hladkém povrchu.
Hlavní věcí je neohýbat výrobek podél poloměru menšího než 10-15 stran (hodnoty šířky) profesionální trubky, nedělat náhlé pohyby. Takže u velikosti 40 x 20 cm není poloměr ohybu menší než 0,3 m.
Bruska
Bruska (nebo úhlová bruska s řezným kotoučem na kov) vám umožňuje ohýbat profilovou trubku vlastními rukama pomocí řezů. Jsou-li jich více než dva, jsou od sebe vzdáleny stejně. Jeden řez vám umožní udělat pouze ostrý, obdélníkový ohyb. Čím více řezů, tím hladší ohyb. Bude mít podobu pravidelné křivky. Řezy jsou potřebné, aby přebytečný kov na vnitřní straně netvořil záhyby, které dávají trubce nevzhledný vzhled.
Úhel každého řezu je určen celkový úhel ohybu dělený počtem řezaných mezer. Aby profesionální trubka získala úhledný vzhled a dešťová voda neprotékala dovnitř, musí být řezy na vnější stěně trubky pod ostrým úhlem a ne pravoúhlé. Například oblouková trubka s úhlem ohybu 180 stupňů s 20 řezy vyžaduje úhel 9 stupňů pro každý z nich. Toho lze dosáhnout pouze na velkém profilu a při použití tenčích kotoučů – nebo provádět řezy pilkou na kov, nikoli bruskou.
K tomu není potřeba zahřívat profesionální potrubí. Řezy jsou označeny a vyrobeny podle poloměru ohybu požadovaného zákazníkem. Současně zůstává jedna ze stěn – vnější – neporušená, což umožní, aby se konstrukce nerozpadla, ale potrubí ztrácí svou pevnost. Pro získání počáteční pevnosti profesionální trubky jsou výsledné spoje svařeny svařováním.
Tato metoda se nazývá ohýbání trubky za studena. Tepelné zpracování (svařování) se provádí po ohýbání – a ne před ním, jak se děje v případech popsaných níže. Nevýhodou je žebrovaný vnější a vnitřní povrch záhybu, což vylučuje těsný kontakt se zakřivenými konstrukcemi, například při aplikaci kompozitních nebo plastových střešních desek na rám sestavený z takových trubek.
Dobrý den naši milí čtenáři. V našich recenzích hodně mluvíme o práci s kovem a nabízíme si vyrobit vlastníma rukama buď krásný baldachýn, nebo pohodlný skleník. Problém je však v tom, že nemůžete postavit vše ze stejných fragmentů, krása obecně miluje hladké linie a ne každý ví, jak ohýbat trubku na ohýbačce trubek.
Navíc mnozí nejsou ani zběhlí v typech takových zařízení, naivně věří, že zakoupením prvního nástroje, se kterým se setkají, mohou provádět jakoukoli práci jakékoli složitosti.
Proto bychom dnes rádi hovořili o ohýbačkách trubek podrobněji. Klasifikujte jejich typy a vysvětlete některé provozní nuance. Tak a teď pojďme!

Co jsou ohýbačky trubek?
Začněme tím nejjednodušším, klasifikací. A podle ní jsou všechny stávající ohýbačky trubek rozděleny do dvou velkých skupin.
- První zahrnuje inventář, který se vztahuje na celý produkt. Na takové válcované oblouky pro skleníky, přístřešky a další rozdíly. Může pracovat s profilovými i kruhovými trubkami.
- Další seznam obsahuje nástroj určený pro bodové ohýbání. Umožňuje změnit vektor potrubí až o sto osmdesát stupňů. Nejčastěji se používá při uspořádání vodovodních a topných systémů, stejně jako ve výrobě. Vzhledem k obrovské rozmanitosti modelů na trhu to nejprve zvážíme.
Úhlové ohýbačky
Rohovými ohýbačkami trubek označujeme celou sadu takových nástrojů, u kterých je pevná trubka osazena kolem botky zvolené pro její úsek. Mohou být ruční, mechanické, hydraulické nebo alespoň atomové – podstata toho se nezmění.



Nezáleží na tom, jak úsilí vzniklo, důležitý je samotný princip práce. A abyste tomu lépe porozuměli, doporučujeme vám zhlédnout následující video.
Jak vidíte, na takovém zařízení je opravdu snadné pracovat a úhloměr poskytovaný konstrukcí vám umožní přesně sestavit daný úhel. Jedinou nevýhodou je objemnost. Většina vzorků, které si opravdu zaslouží pozornost, jsou buď stacionární, nebo stojí hodně peněz.
Ohýbačky trubek typu kuše
Zcela jiný princip činnosti ohýbaček trubek typu kuše.

Fungují na principu neutahování, ale vytlačování rohu, přičemž obrobek má až tři kontaktní body. Taková konstrukce umožnila snížit vynaložené úsilí, učinit zařízení kompaktnějším, a tedy levnějším.
Zároveň však utrpěla samotná kvalita ohybu (u ohýbaček kušových trubek dochází při práci se silnostěnnými trubkami k efektu zvlnění), pracovní úhel byl omezen na 90 ° a není k dispozici úhloměr v konstrukci takového nástroje. Takže musíte pracovat od oka.
A takto vypadá ohýbačka trubek kuše při práci.
Pružinové ohýbačky trubek
A v prodeji najdete také takzvané pružinové ohýbačky trubek, které v podstatě nejsou. Tyto výrobky jsou ohebnou uzavírací skořepinou, která trubku při ohnutí chrání před ostrým zlomem a nekontrolovanou deformací. Samotné ohýbání se v tomto případě navrhuje provádět ručně, dobře nebo až do kolena.
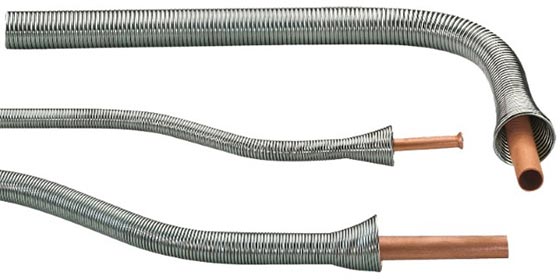
Je jasné, že s tímto přístupem s ocelí pracovat nebudete. Nejčastěji se “pružiny” kupují pouze pro ohýbání měkkých plastových nebo měděných trubek.
Druhou nevýhodou je nepohodlnost práce na dlouhých trasách. Jak chápete, aby bylo možné něco ohnout pomocí pružiny, musí být také nějak nataženo na trubku.
Pokud je zatáčka blíže ke konci, není to tak špatné, ale pokud musíte táhnout 3-4 metry. Věřte, že potěšení bude i tehdy.
Ale obecně, když se na to podíváte, ovládání všech bodových ohýbaček trubek je docela jednoduché a nevyžaduje podrobné vysvětlení. Vše, co potřebujete, abyste mohli začít, je přečíst si uživatelskou příručku dodanou s produktem.
ohýbačky profilů
Úplně jiná věc je nástroj, který pracuje s velkými poloměry, tedy ohýbá celou trubku. Běžně se jim také říká ohýbačky profilů, i když to není tak úplně pravda. Po instalaci speciálních trysek může stroj pracovat nejen se čtvercovým, ale také s kulatým průřezem.

Ohýbačky profilů tedy svým provedením připomínají obrovské kušové ohýbačky trubek, jen s tím rozdílem, že tam vedou podpěry. To znamená, že poté, co trubka obdrží počáteční ohyb, válečky se začnou pohybovat a výsledný poloměr je válcován po celé délce profilu.
Ale co vysvětlíme? Je lepší jednou vidět, než stokrát číst.
Na první pohled by při práci s takovým nástrojem neměly být žádné potíže. Ale to je jen na první pohled. Když se na tento, byť profesionální stroj, podíváte blíže, nenajdete v něm ani náznak nám známého úhloměru.
Jeho místo zaujímá malé pravítko, které ovládá hloubku tlaku. A vlastnoručně vyrobené mechanismy, které si naši řemeslníci montují doma do kolen, tento orientační bod většinou postrádají.
Jak je tedy správné s tím pracovat, abyste skončili s obloukem, který potřebujete?
Pokusme se vysvětlit, a aby bylo jasno, jako vždy se obracíme s prosbou o pomoc na grafiku.
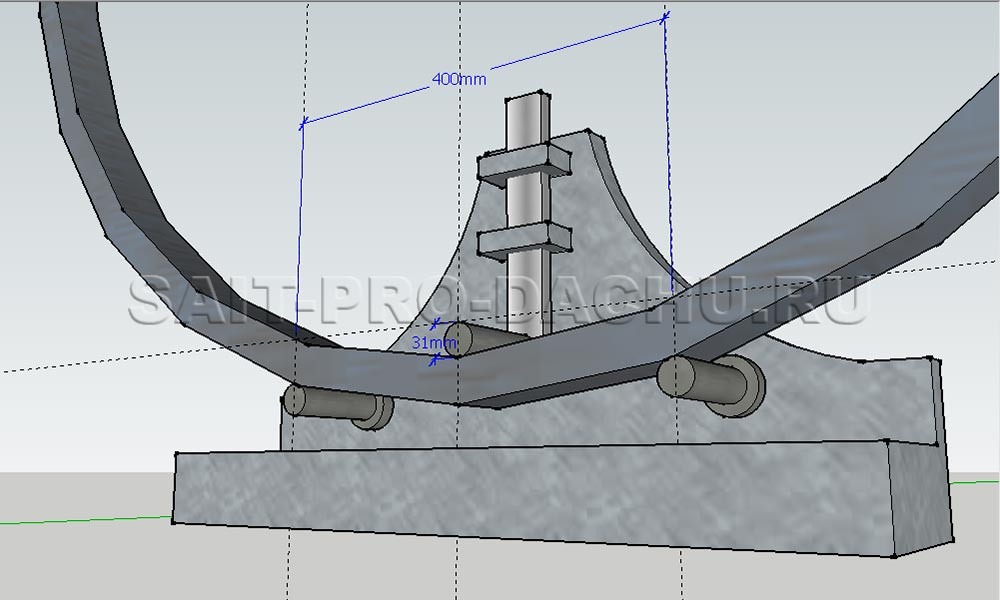
Řekněme tedy, že máme takovou ohýbačku trubek.

Dvě nosné hnací hřídele a centrální přítlačný válec. Vše je spíše schematické, ale doufáme, že je to stále jasné.
Věnujte tedy pozornost následujícímu schématu.
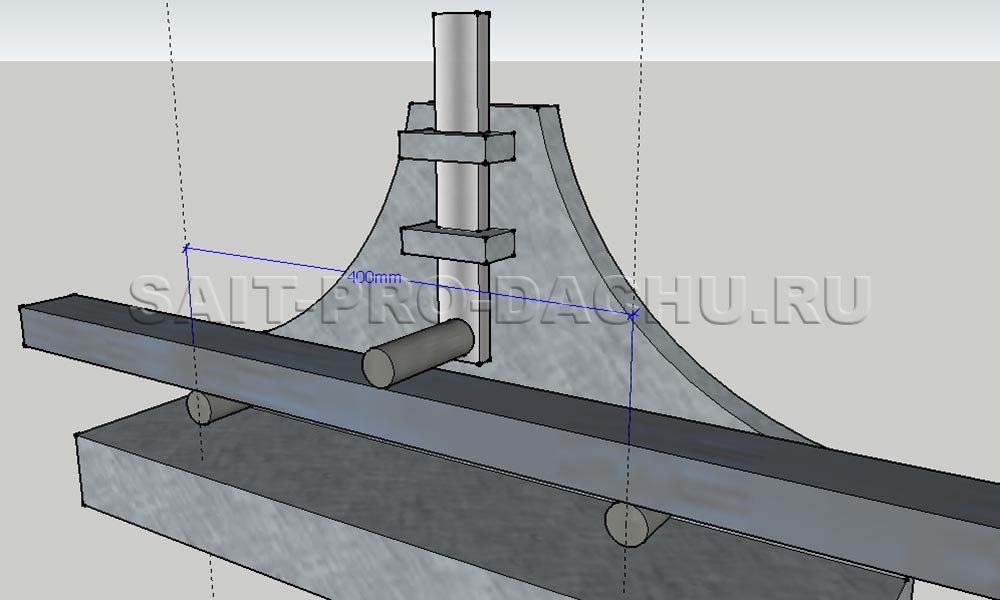
Abyste mohli ohnout trubku na požadovaný poloměr, musíte přesně znát vzdálenost mezi středy nosných hřídelů. Říkejme tomu “L”. Ale co to dá?
Nespěchej. Jen čtěte dál.
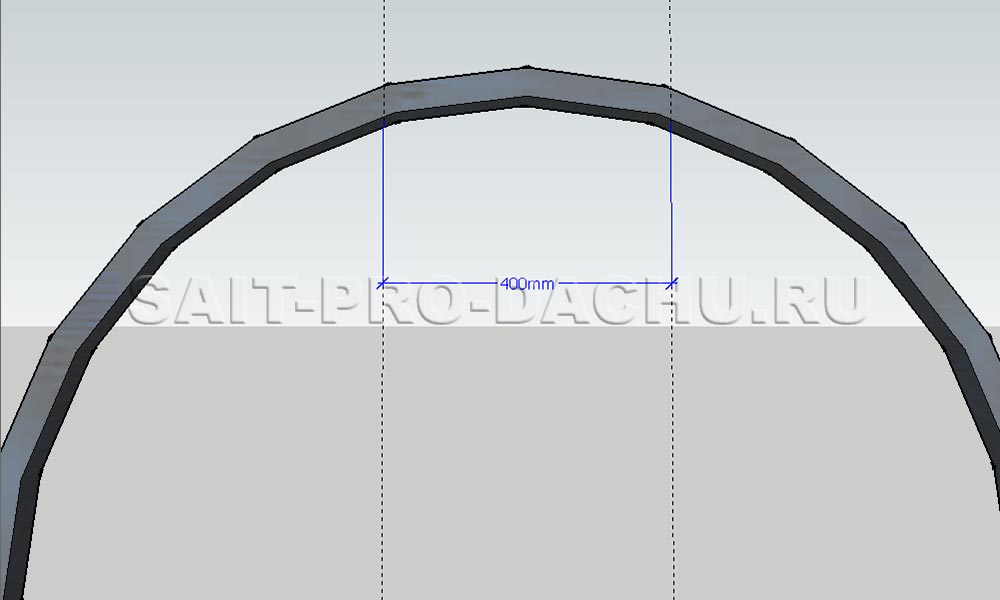
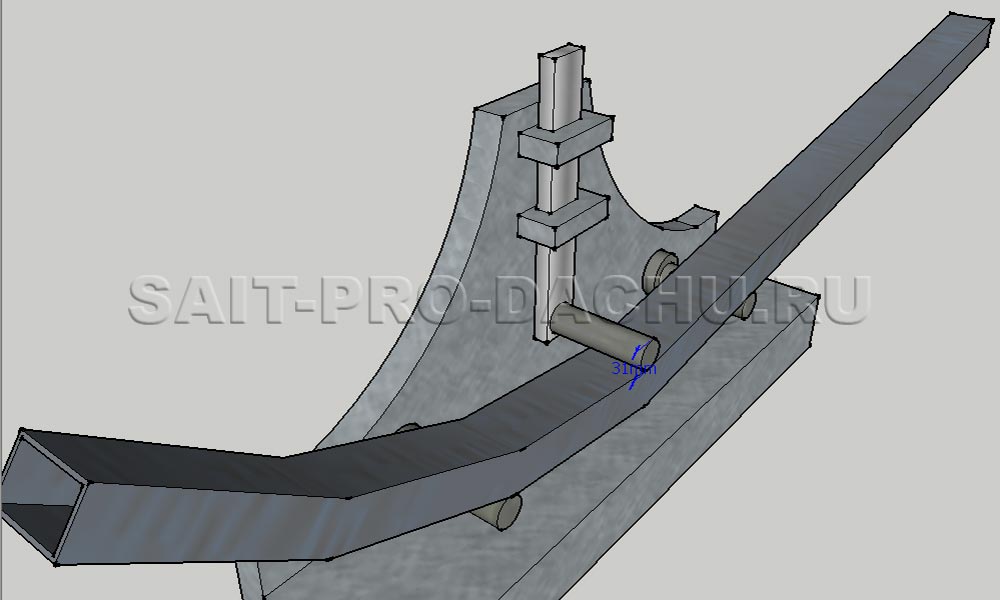
Řekněme, že máte takový oblouk,

ale neznáte jeho poloměr. Jediné, co svinovacím metrem snadno změříte, je délka použitého válcovaného kovu. Musíte ji změřit podél vnitřního kruhu a pro usnadnění označíme výslednou hodnotu jako „K“.
Z toho by mělo být zřejmé, že k výrobě požadovaného oblouku budete potřebovat profil ne kratší než L + K. Koneckonců, od každého konce trubky se vzdálenost L / 2 neohne.
Ale pojďme dál a vraťme se zase k našemu oblouku. A budete potřebovat pravidelný list papíru se dvěma rovnoběžnými čarami, jejichž vzdálenost je opět rovna L. Když na něj dáme oblouk, můžeme změřit další hodnotu potřebnou pro práci.
Totiž hloubka tlaku.
Porovnejte tyto dva grafy.
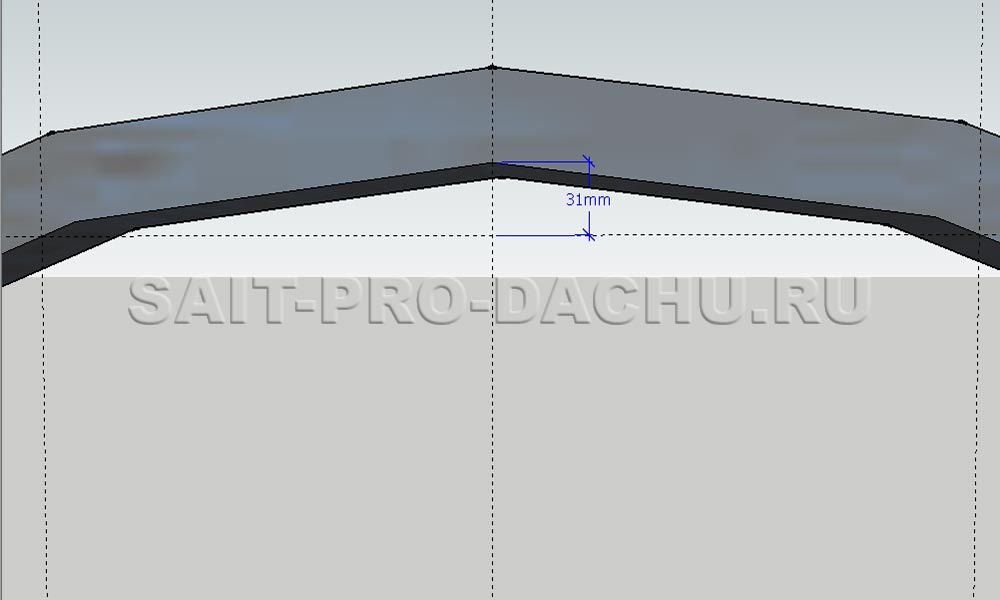
Získat nápad? Takže, když znáte výšku jednoho segmentu, můžete přesně vytvořit samotný oblouk.
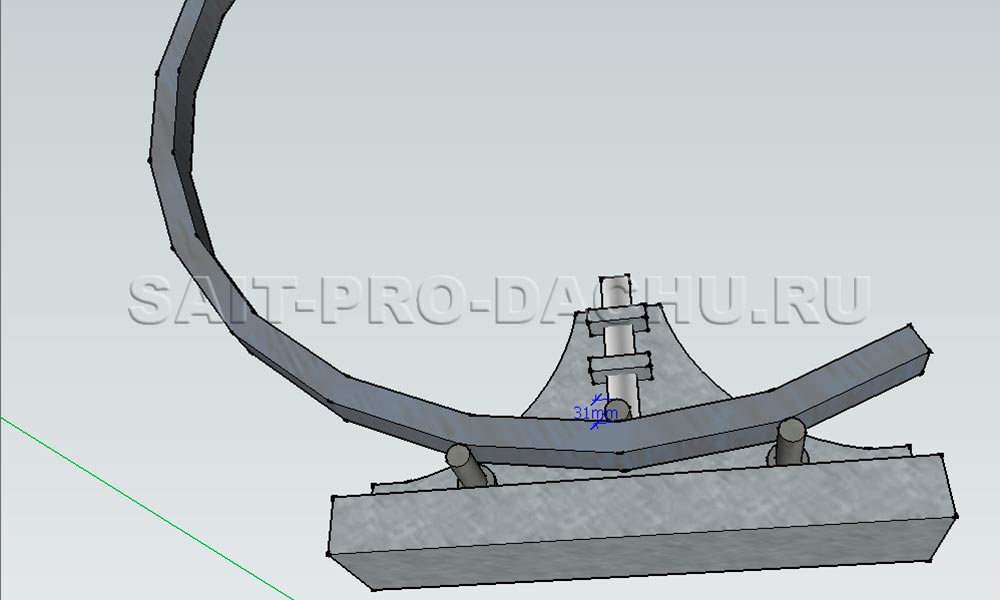
Je třeba pouze poznamenat, že během tlaku se body kontaktu mezi trubkou a nosnými válečky posunou směrem ke středu, zatímco konce profilu se mírně zvednou. Maličkost, ale i s tím je potřeba počítat.
No, na poslední chvíli, nesnažte se ohnout oblouk na jedno sezení. Trubku několikrát převalujte, při každém průchodu zvyšujte tlak, což vám umožní získat produkt bez zvlněných povrchů, zlomů a nekontrolovaných deformací.
To je celá věda. A pro ty, kteří stále chtějí ohýbat krásné oblouky bez ohýbačky trubek, doporučujeme sledovat další video.
Pokud je toto vaše cesta? Dare, to je jen proto, aby se tímto způsobem mohly stát dva stejné oblouky jen náhodou.
A to je vše. loučíme se s vámi. Nashledanou a brzy na viděnou na stránkách webu o chatě.





